Truck tires are fundamental to operational efficiency and safety in logistics, construction, and mining industries. Holes or punctures in tires pose not only a risk to vehicle safety but also lead to increased operational downtime. This article addresses the pressing question: can you repair a hole in a truck tire? It will examine three effective repair methods tailored for varying degrees of damage—Mushroom Plug Repairs, Cold Patch Techniques, and Hot Vulcanization. Each chapter will detail the process specifics, advantages, and critical considerations surrounding tire repair, empowering fleet managers and operators to make informed decisions regarding tire maintenance.
Inside-Out Sealing: The Mushroom Plug Method for Punctures in Truck Tires

Punctures in truck tires pose a high-stakes dilemma. A single hole can ripple through a fleet’s schedule, repair budgets, and most critically, road safety. In the world of heavy loads and high speeds, a hole that seems small by size can threaten the tire’s integrity and the vehicle’s handling if not addressed correctly. This is where the mushroom plug repair method earns its reputation. When applied according to accepted industry standards, it offers a dependable, durable seal that can restore serviceability to punctured tires without the immediate cost of full tire replacement. The method is not a universal fix, though. It is bounded by the tire’s construction, the location and size of the damage, and the tire’s overall condition. The essence of the approach lies in an inside-out seal: a mushroom-shaped plug is driven from the interior of the tire into the puncture so that its broad head sits against the inner liner, while the stem is pressed through and trimmed flush with the tread. The result is a unified bond that resists the pressures that heavy-truck tires routinely endure. Understanding why this method works — and when it works best — requires following a careful chain of assessment and methodical repair steps, all aligned with the standards set by tire and rubber associations that govern professional practice on the road. This chapter unfolds the inner logic of the mushroom plug technique, the procedural steps in a typical shop scenario, and the guardrails that separate a permissible repair from a repair that compromises safety or legality. It is a narrative of engineering reliability translated into practical, on-the-ground action, where every manhole of a puncture becomes an opportunity to preserve life on the road rather than a reason to replace a tire outright. For truck tires, the stakes are especially high. The tire’s tread is the contact patch that carries load, balance, and heat, while the sidewall carries structural loads that enable maneuvering and resilience under dynamic conditions. The mushroom plug’s design is well suited to the irregularities that punctures create. Its head, resting against the inner liner, forms a pressure-tolerant interface that helps the repair resist the rigors of rotational force, cornering, and the heat cycles that tire materials endure during long hauls. The key is to ensure that the plug — and the patch, if used in combination — forms a seamless, continuous envelope that keeps air in and moisture out, while preserving the tire’s internal belt structure as much as possible. The repair is radical only in the sense that it alters the damaged zone to stop the breach; it remains conservative in its remit, operating strictly within the tread area and within the bounds of proper hole size and depth. A central point appears early: the mushroom plug technique is explicitly recommended for certain punctures, and it is not a universal solution for every tire wound. The Rubber Manufacturers Association (RMA) guidelines, which many tire professionals follow, specify that repairs should occur in the tread area and that holes up to a diameter of six millimeters may be repaired with a single plug, provided the damage is not compromised by other factors. Larger holes may require reinforcement or a combination approach, such as patching from the inside along with the plug, or other accepted methods, depending on the tire’s construction and the extent of the damage. This is more than a technical preference; it is a safety posture that recognizes the layered nature of tire design, where the inner liner, the overlay of plies, and the belt structure all interact to resist punctures. When done correctly, the mushroom plug can be a permanent repair, but only when it is performed with precision and within the industry’s standards. When a puncture exceeds the threshold, or if the damage is near the bead, or if the hole consumed too much material or extended into the sidewall, the prudent course is replacement. The logic of repair versus replacement is not a matter of speed alone; it is one of structural certainty. The policy is guided by the principle that a vehicle’s safety and performance must not be compromised for the sake of a quick fix. This is especially true for heavy trucks, where tires endure higher loads, more aggressive operating speeds, and more frequent exposure to heat and road hazards. The repair steps themselves unfold in a sequence that is both disciplined and practical. The process begins with a thorough inspection to confirm the damage is reparable. A tire technician will locate the puncture site, verify that it is in the tread area and that the hole’s diameter is within the allowable limit. They will remove any foreign object that remains in the puncture and carefully inspect for additional hidden damage that could affect the repair’s viability. The next step is cleaning and preparing the puncture site. Debris, rust, or frayed material around the hole can prevent the plug from seating correctly or can create channels for air leakage. A clean, smooth surface ensures that the plug has the best chance to anchor into the inner liner and to create a tight seal. The actual insertion of the mushroom plug follows, using a specialized tool designed to pull the plug through the hole from inside the tire. As the stem is drawn through, the head expands against the inner liner, pressing into the puncture’s surroundings to displace air and form a barrier. In most cases, the head sits flush with or slightly proud of the inner liner, while the stem is trimmed off at the tread surface after it has been pulled tight enough to secure the seal. The final step often involves curing or setting, particularly in more complex or larger repairs. Some configurations rely on heat and pressure to accelerate the vulcanization-like bonds that give the repaired area its long-term stability. Others rely on the epoxies and adhesive compounds that are temperamentally compatible with the rubber and the inner liner. The exact protocol depends on the shop’s equipment and the tire’s specifications, but the underlying principle remains constant: a properly installed mushroom plug creates a sealed, reinforced pathway that prevents air from escaping through the puncture while preserving the tire’s structural continuity. The repair’s durability is not merely a function of the plug’s shape; it also depends on clean preparation, correct size selection, and precise placement. A single plug for a hole up to six millimeters in diameter is the standard, but larger holes require careful consideration. In some instances, technicians will pair a patch with a plug. The patch, applied to the inside of the tire, adds a secondary layer of reinforcement that spreads load and seals the surrounding area more robustly. This combination approach expands the repair’s scope from a simple, single-point seal to a multi-layered defense against air leakage and future damage. The decision to add a patch depends on several factors: the hole’s shape, the hole’s depth, and whether the hole has damaged more of the belt or carcass. If the puncture is deep or if there are signs of belt damage, the patch may be necessary to complement the plug. In the eye of the policy and practice is the reassurance that, for punctures within the established parameters, the mushroom plug is a durable, legitimate repair. It is certified as a permanent repair method when properly executed under RMA guidelines and when performed by trained technicians in the tread area. The practical implications for fleet operations are meaningful. A well-executed mushroom plug repair reduces downtime, lowers tire disposal costs, and preserves the performance characteristics of the tire, such as traction, handling, and wear patterns. Still, the repair is not an invitation to complacency. The tire must be inspected, tested, and monitored after the repair. A tire that has been repaired should be retested for pressure retention and inspected for signs of leakage. The vehicle should be operated at nominal speeds and loads, with close observation of any changes in handling or vibration that could signal a compromised repair. It is wise to perform a careful trip test after repair, allowing drivers to report any unusual symptoms that could indicate an incomplete seal or a developing issue. The broader context of tire maintenance emphasizes that repair should be viewed as a pathway to extended tire life, not a shortcut. If there is any doubt about the repair’s integrity, or if the damage strays outside the recommended parameters, replacement is the safer and more prudent route. In this sense, the mushroom plug technique is a tool in a broader toolkit of prudent tire management. It should be deployed with judgment and professional oversight, and it should be supported by ongoing maintenance practices, such as regular tire rotation, proper inflation, and adherence to load and speed ratings. The difference between a successful repair and a faulty one often boils down to the technician’s rigor in following the standards and the tire’s particular design. The guidelines that govern these practices are not accidental; they reflect decades of testing, field experience, and the shared knowledge of tire manufacturers and repair professionals. They emphasize that punctures in the tread area, under six millimeters in diameter, can be repaired with a mushroom plug in many circumstances, provided there is no additional internal damage and the sidewalls are intact. Sidewall damage, or holes larger than the threshold, or punctures that compromise the belt structure are beyond the scope of a safe repair and should be met with tire replacement rather than a patch or plug. For operators reading this chapter, the practical takeaway is straightforward: when a hole is discovered, do not assume a quick twist of the plug device will solve the problem. Instead, confirm that the damage meets the criteria, choose the repair approach that matches the tire’s construction and the hole’s characteristics, and ensure the repair is performed by a qualified technician with access to the proper tools and testing capabilities. The reliability of the mushroom plug, when properly applied, is supported by industry standards and by the cumulative knowledge of professionals who manage fleets each day. If you want a broader context on the repair landscape and how these methods compare in real-world use, the Master Truck Repair Blog offers a concise look at the different approaches and their practical applications in a fleet setting. Master Truck Repair Blog. For those who wish to verify the regulatory and technical foundations of these practices, consult the official tire repair guidelines from the industry standards authority: https://www.rma.org/tire-repair-guidelines. This external reference helps anchor the repair decisions in a framework that has shaped professional practice for years, ensuring that a seemingly simple puncture repair aligns with safety, performance, and legal expectations that underpin modern trucking operations.
Cold Patch Solutions for Truck Tires: Quick, Temporary Sealing of Small Punctures

On the highway, a small tread puncture can become a big problem fast. The cold patch method is a practical, temporary fix for certain punctures in truck tires. It is not a substitute for professional repair, but when used within its limits, it can preserve safety and keep a vehicle moving until a proper repair can be made. The basic idea is simple: cleanse and roughen the inner liner around the puncture, apply a specialized adhesive, place a patch over the damaged area, and press it to seal the leak. The patch bonds to the inner surface and, when properly applied, can resist air loss under normal operating pressures. It is most suitable for small penetrations in the tread area, typically under a quarter inch in diameter, and not near the sidewall or belt edges. For larger holes, or damage that involves the sidewall, a patch is unlikely to be reliable and tire replacement is the safer choice.
Preparation matters. The tire must be removed from the wheel so the inner liner is accessible. The damaged area is cleaned of debris and contaminants, then roughened to improve adhesion. Adhesive is applied evenly, and the patch is pressed firmly in place to remove air pockets. After installation, the tire is reassembled and inflated to the manufacturer’s recommended pressure. The patch should be checked for a seal and inspected for signs of lift or delamination on the next service.
Because heat, vibration, and road stresses can degrade a patch over time, most fleets treat cold patches as a temporary measure designed to bridge to a later, more permanent repair or replacement performed under controlled conditions. If the patch shows any signs of leaking, peeling, or delamination, the tire should be removed from service and evaluated by a qualified professional. In practice, a cold patch can extend service life for a short window, but it does not restore the tire to full, long-term integrity.
When deciding whether cold patching is appropriate, consider the hole size, location, and the tire’s overall condition. Small tread-area punctures away from critical components may justify a patch as a stopgap, while sidewall injuries or large, structural damage generally require replacement. If in doubt, consult a licensed tire technician who can assess the tire in person and advise on the safest course of action.
Hot Vulcanization: A Deep Dive into Permanent Puncture Repair for Heavy-Duty Truck Tires
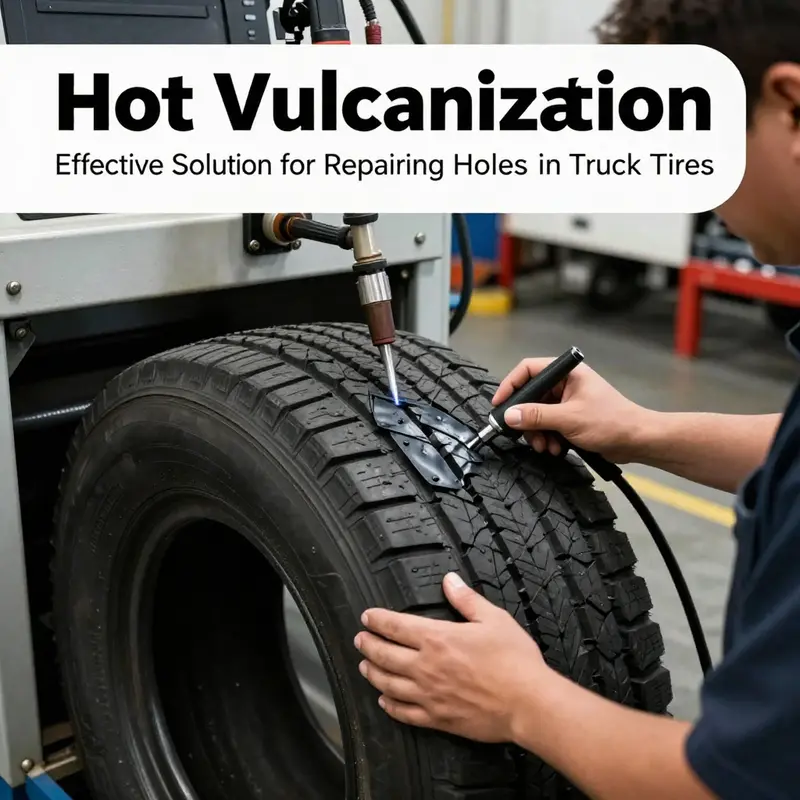
When fleets roll across long stretches of highway, every tire becomes a potential fork in the road between safe operation and costly downtime. The choice between repair and replacement is not a simple one, but for many holes in truck tires the answer hinges on size, location, and the engineering truth about how a tire carries loads at speed. In the spectrum of repair methods, hot vulcanization sits at the pinnacle of durability and reliability. It is the process that binds rubber to rubber in a way that mirrors the tire’s own internal chemistry, restoring strength while preserving the geometry that keeps a vehicle tracking true and a driver safe. To understand why hot vulcanization is often regarded as the best method for holes in truck tires, it helps to imagine the tire as a complex, multi-layered structure. The tread meets the road; behind it, belts, plies, and sidewalls work in concert to resist bulge, shear, and puncture. A hole disrupts that concert. The repair must not only seal the hole but also reestablish the strength of the surrounding material so that the tire can distribute pressure evenly under the heavy loads and high speeds typical in commercial service. In this sense, hot vulcanization answers two critical questions at once: Can the tire be sealed from the inside where the inner liner faces the air and the road? And can the seal endure the mechanical life of a truck tire, where compounds are stretched to the limit and heat cycles are frequent? The answer, with respect to most tread punctures and moderate-sized damage, is yes—when performed correctly and in appropriate conditions. The process begins with a meticulous assessment. A technician gauges the hole’s diameter and determines whether it sits in the tread or the sidewall, whether there are multiple punctures clustered together, and whether the internal structure remains intact. A hole larger than about a centimeter or damage to the sidewall is a red flag that often leads to replacement, not repair, because the overall integrity of the tire’s carcass compromises safety and performance. Yet for small to moderate tread punctures, hot vulcanization stands as a robust option that can restore the tire’s life with confidence. The method revolves around constructing a durable bond between a patch on the inner liner and the surrounding rubber, using heat and pressure to manipulate the material on a molecular level. The equipment involved is specialized; a vulcanizing press or machine is calibrated to apply a precise temperature and pressure that drive chemical cross-linking in the rubber. Temperature ranges typically sit between 140°C and 160°C, a window chosen to activate the vulcanization chemistry without scorching the rubber or degrading the patch materials. Pressure is applied consistently, ensuring the patch is pressed against the inner liner and the patch edges create a seamless seal with the surrounding surface. This is not glue in the sense of simple adhesion. The patch, cement, and tire rubber fuse through the heat to form a monolithic composite. The science behind this fusion is straightforward in principle: rubber molecules cross-link under heat and pressure, linking the patch to the tire material at a molecular level. The patch becomes an integral part of the tire, not a separate layer simply glued on. The practical effect of this cross-linking is a bond that resists delamination, side-to-side peeling, and lash under the torque of highway speeds. The tire’s ability to distribute pressure evenly across the repair site is enhanced because the patch is not merely stuck on top; it shares the load with the surrounding rubber, smoothing any stress concentrations that could otherwise propagate a crack or lead to a blowout. Manufacturers and tire service professionals favor hot vulcanization for punctures that lie in the tread area and involve substantial material loss where a cold patch would risk a weak bond or where a screw, nail, or debris created a sizeable opening. In these cases, the hot process tends to produce a longer-lasting repair because the bond forms at the micro level rather than relying on surface adhesion alone. The preparation steps are exacting and matter as much as the heat and pressure themselves. Before the patch is applied, the repair area must be thoroughly cleaned. Oxidized rubber and any debris are removed to guarantee a clean surface for bonding. The inner liner around the puncture is abraded, often with a wire brush or sandpaper, to create microscopic roughness that helps the cement and patch anchor firmly. A compatible cement or bonding agent is applied to promote adhesion and to ensure the patch can penetrate and integrate with the tire’s rubber matrix. Then the patch, loaded with adhesive, is placed over the puncture and held in position while the vulcanizing mechanism delivers heat and pressure. The result is a cured bond that has shared the load with the tire for the rest of its service life. There is a practical economy to this method as well. In heavy-duty contexts, a hot vulcanized repair can extend the tire’s usable life substantially. It becomes a legitimate alternative to full replacement when the tire’s carcass is otherwise sound, the puncture is contained to the tread, and the damage does not threaten the sidewall’s integrity. For fleets, that can translate into meaningful cost savings, reduced downtime, and a more predictable maintenance cycle. It is important to note that while hot vulcanization is powerful, it is not a universal solution. Roadside repairs, which must be executed quickly to minimize downtime, often rely on temporary fixes that can carry risk if relied upon beyond their limitations. A temporary kit or a plug-in solution might seal a hole immediately, but such methods rarely offer the durability of a properly vulcanized patch. The hot vulcanization process, by necessity, takes time and specialized equipment. It is most often performed in a workshop, fleet maintenance facility, or a retreading operation where there is sufficient space, controlled conditions, and trained technicians who can verify the tire’s structural integrity after repair. There, technicians can also confirm that the repair material bonds well to the inner liner, that the patch is properly cured, and that the tire has retained its original dimensions and balance. From a safety perspective, the ultimate benchmark of a successful hot vulcanized repair is the tire’s behavior under load. The repaired area must not exhibit recurrent leaks, delamination, or detachment under the heat of long highway runs. Pressure distribution across the repair site should remain even, so that no residual stress concentrates at the bond line as temperatures fluctuate from night chill to sun-warmed pavement. In practice, this means the repair is tested after curing, sometimes through pressure hold tests or a controlled run that simulates the stresses of highway operation. These checks reduce the risk of a subsequent failure that could compromise vehicle control or road safety. The broader context of tire maintenance in which hot vulcanization sits is a nuanced balance of repair philosophy and safety policy. Industry standards generally acknowledge hot vulcanization as a preferred method for larger or deeper tread punctures where the internal structure remains intact. The method is aligned with retreading practices, where the same heat-activation principles apply to a full tread rebuild. For customers and operators, the key is to know when to pursue repair versus replacement. Holes larger than about 1 centimeter in diameter, or any damage that reaches into the belt area or the sidewall, are commonly flagged as requiring tire replacement. The sidewall, in particular, cannot be reinforced effectively by these repair techniques because it bears a different structural role and experiences different stress patterns than the tread. Even with vulcanization, the safety margins are lower when sidewall damage is involved. In scenarios where there is uncertainty about depth or whether the internal belts have sustained damage, a professional assessment is essential. A qualified technician brings a trained eye to interpret subtle cues that may not be visible to the naked eye, such as the depth of the puncture’s penetration or the presence of blade-like cuts that could compromise the belt package. This is not merely a matter of technical correctness; it is about minimizing risk for the driver and others on the road. Fleet operators who adopt hot vulcanization as part of their tire management protocol often do so with a clear set of criteria in mind. They define which punctures qualify for repair, how to document and track repairs for maintenance records, and how to schedule inspections that verify the tire’s continued suitability for service. The documentation helps with compliance, risk management, and the predictable budgeting that modern fleets depend on. It also ensures that a hot vulcanized repair is not treated as a one-off fix but as part of a deliberate maintenance strategy that recognizes the tire’s lifecycle. The intersection of theory and practice is where the value of hot vulcanization becomes most evident. In a world where the cost of downtime can rival the cost of new tires, a repair method that preserves performance while extending service life is a strategic asset. Yet this value hinges on proper execution. The technician’s competence, the quality of the patching materials, and the integrity of the tire’s other components all influence the outcome. For a reader seeking the most direct takeaway, the bottom line is straightforward: for tread punctures within safe size limits, hot vulcanization offers a bond that is chemically and mechanically robust, with a durability that often rivals, and in some cases matches, the tire’s original structure. This is why it is widely regarded as the best method for permanent repair in many professional contexts. Still, the chapter is not a sing-song endorsement of hot vulcanization without caveat. A tire is a composite structure, and every repair sits within the broader system of wheel, rim, air pressure, and vehicle dynamics. Even the most robust patch cannot compensate for a tire that has endured run-flat conditions or sustained deep impairment before inspection. When such red flags appear, replacement becomes not only prudent but essential. The decision to repair with hot vulcanization, then, becomes a disciplined judgment, backed by policy, measurements, and a trained assessment. Those who work with fleets understand that a well-executed repair can keep a tire out on the road longer, contributing to a smoother maintenance cycle and to the piloting of safer, more reliable vehicles. For readers who want to explore more about the broader maintenance landscape and how repairs fit into fleet strategy, a broader discussion in the industry-wide context helps connect the technical details to real-world planning. In this vein, practitioners often consult comprehensive guides that articulate the range of methods, the criteria for selection, and the limitations that must be respected. These resources reinforce the principle that hot vulcanization is not a cure-all but rather a carefully chosen tool for a specific set of circumstances. To connect this discussion with practical resources and ongoing learning, readers can find additional context and perspective in the Master Truck Repair blog, which offers insights into tire maintenance and related topics. Master Truck Repair blog. For a deeper technical dive into vulcanizing techniques and the chemistry behind tire repair, the industry reference guide outlines the features, applications, and performance expectations of vulcanization methods and is a valuable external resource. The guide explains how vulcanization promotes cross-linking at elevated temperatures and the resulting bond strength that underpins long-term repair durability. It is a technical companion to the practical considerations described here and helps illuminate why heat, pressure, and careful surface preparation are essential to success. The cited external resource reinforces the core message: hot vulcanization is the gold standard for durable, safe, and lasting repairs when applied to appropriate tread punctures in heavy-duty tires. As with any robust repair practice, ongoing education and fidelity to procedure remain the surest paths to success. Operators should train technicians to recognize the signs of repair eligibility, to execute the preparation steps with discipline, and to verify post-repair performance before returning tires to service. The tire industry continually evolves, refining patch materials, bonding agents, and curing protocols to improve reliability and extend service life. In this dynamic context, hot vulcanization stands as a proven method rooted in principles that have stood the test of time: a durable bond, a controlled heating process, and a careful balance between mechanical integrity and safety. The practical takeaway is straightforward for those managing fleets: when the puncture is in the tread, the hole is small to moderate in size, and the internal structure remains intact, hot vulcanization offers a pathway to preserve service life without compromising safety. When these conditions are not met, replacement is the prudent course. And in all cases, the decision should be guided by a qualified professional who can assess internal damage, verify that the wall and belt are uncompromised, and confirm that the tire is fit for continued operation at highway speeds. In the end, hot vulcanization embodies a philosophy of engineering restraint and technical precision. It is a method that respects the tire’s complexity and the demands of modern trucking. It acknowledges the realities of fleet logistics while delivering a repair that stands up to the pressures of the road. The result is a tire that can perform as intended, weathering heat, load, and motion, with the confidence that comes from a bond designed to endure the long miles ahead.
Final thoughts
In summary, repairing a hole in a truck tire is not only feasible but also essential for maintaining the operational integrity of a fleet. The Mushroom Plug, Cold Patch, and Hot Vulcanization methods each offer unique advantages depending on the nature and severity of the tire damage. By employing these techniques, logistics, construction, and mining enterprises can minimize downtime and enhance safety. It’s crucial, however, to consult with qualified professionals to evaluate the damage thoroughly before proceeding with repairs. Investing in effective tire maintenance strategies is a proactive approach towards ensuring vehicle reliability and optimal performance.

